混料攪拌槳葉片耐磨損防腐蝕修復(fù)
2017-5-10 7:10:01 點(diǎn)擊:606
當(dāng)混料攪拌槳葉片磨損腐蝕嚴(yán)重,采用焊補(bǔ)方法修補(bǔ)就比較復(fù)雜,且修復(fù)后不耐磨損不防腐蝕,北京耐默公司根據(jù)實(shí)際就用選擇了針對(duì)性耐磨損防腐蝕修復(fù)混料槳葉片的方案,本次修復(fù)后提高了耐磨性與防腐性,由原來的10天壽命延長(zhǎng)到了1年,使用效果得到了客戶的充分認(rèn)可。
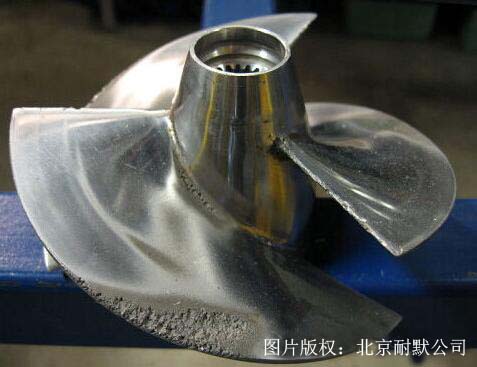
圖(1)槳葉片磨損腐蝕后表面已經(jīng)嚴(yán)重不光滑
混料攪拌槳葉片腐蝕磨損修復(fù)步驟:
⑴先確定挖補(bǔ)范圍,并在葉片上劃出割換線并打上洋沖眼;
⑵然后測(cè)量出混料槳葉片實(shí)際直徑;
⑶切除挖補(bǔ)部分,可以在割換線外鉆幾個(gè)孔,然后切除,最好在刨床上刨去;
⑷在鉆床上將損端角部分鉆孔整形。然后用鑿子或風(fēng)鏟將斷口鏟平;

圖(2)已經(jīng)嚴(yán)重磨損的混料槳葉片,起不到混料作用
⑸按其他完整的葉子做樣子,制成木模與斷裂處鑲配合適,并保證其直徑尺寸及螺面形狀。最好是按圖紙尺寸制出木模鑲配;
⑹鑲補(bǔ)葉片鑄出后與原葉片整形配合,同時(shí)加工電焊坡口;
⑺用壓板、螺栓把鑲補(bǔ)葉片與原葉片配合固定;
混料槳葉片")
圖(3)北京耐默科技房工正在修復(fù)已經(jīng)磨損的混料槳葉片
⑻預(yù)熱并進(jìn)行焊接;
修復(fù)后的混料槳葉片")
圖(4)北京耐默公司馬工正在檢測(cè)已經(jīng)修復(fù)后的混料攪拌槳葉片
⑼焊接后退火處理,以消除應(yīng)力;
- 上一篇:混料機(jī)螺旋如何不污染物料 2017/5/17
- 下一篇:耐磨焊絲在螺旋絞刀上的堆焊處理 2017/3/12